
Çeliklerin Kaynak Yapılabilirliği
Çeliğin karbon eşdeğeri; sertleşme, soğuk çatlama ve yağlama üzerinde etkisi olan karbon elementi dahil olmak üzere çelikteki alaşım elementlerinin içeriğinin dönüştürülmesidir. Çeliğin karbon eşdeğeri ve soğuk çatlağı duyarlılık indeksini tahmin ederek, çelik önceden ölçülebilir ve ön ısıtma, kaynak sonrası ısıl işlem ve hat enerjisi gibi kaynak proses koşulları makul bir şekilde belirlenebilir.
Öncelikle karbon eşdeğeri ve karbon içeriği kavramları aynı değildir. Karbon içeriği, karbon çeliklerinde mukavemeti ve kaynaklanabilirliği belirleyen ana faktördür. Karbon içeriğinin artmasıyla, söndürme eğilimi artar ve kaynak çatlakları üretme eğiliminde olan plastisite azalır. Başka bir deyişle, karbon elementi ne kadar yüksekse, kaynaklanabilirlik o kadar kötüdür. Alaşımlı çelikler (özellikle düşük alaşımlı çelikler) için, karbon dışındaki çeşitli alaşım elementleri çeliğin mukavemetini ve kaynaklanabilirliğini etkileyecektir ve karbon içeriği sadece bir ölçü indeksi olarak kullanılamaz. Bu malzemelerin mukavemet özelliklerinin ve kaynaklanabilirliğinin ifadesini kolaylaştırmak için, karbon eşdeğeri kavramı çok sayıda test verisi aracılığıyla kullanılır. Karbon eşdeğeri ile karbon içeriği arasındaki temel fark, çelikteki tüm alaşım elemanlarının çeliğin kaynaklanabilirliği üzerindeki etkisini değerlendirmek için karbon eşdeğerinin kullanılabilmesidir.
Milletlerarası Kaynak Enstitüsünün (IIW) IX No’lu Komisyonuna (Kaynak Kabiliyeti Komisyonu) göre karbon eşdeğerinin formülü:

Çıkan karbon eşdeğeri sonucuna göre kaynak edilebilirlik aşağıdaki şekilde yorumlanmıştır.
| Karbon eşdeğeri (CE) | Kaynaklanabilirlik | |
| ≤0,35 | Mükemmel | |
| 0.36–0.40 | Çok iyi | |
| 0.41–0.45 | Iyi | |
| 0.46–0.50 | Ortalama | |
| ≥ 0,50 | Kötü |
Karbon eşdeğeri genellikle CEV, bazen CE, CET, CEQ vb. olarak kısaltılır. Yukarıdaki tablodan, CE değeri ne kadar büyükse, kaynaklanabilirliğin o kadar kötü olduğu görülebilir.
Karbon eşdeğeri yüksek olan metallerde kaynak yapılırken alınması gereken bazı önlemler vardır. Bunları listeleyecek olursak:
• Kaynak yapılan metallerde karbon eşdeğeri arttıkça soğuma hızı yavaşlatılmalıdır.
• Isıdan etkilenen bölgenin sertliği 350 HV’den düşük olmalıdır.
• Kaynaktan önce parçanın karbon eşdeğerine uygun ön tavlama sıcaklığı seçilerek parçaya gerekli olduğu durumlarda ön tavlama uygulanmalıdır.
Aşağıdaki tabloda karbon eşdeğerlerine karşılık gelen ön tavlama sıcaklıkları verilmiştir.
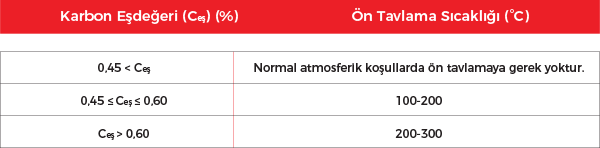
• Karbon eşdeğeri % 0,60’tan büyük olan parçalarda kaynaktan sonra parçaya gerilme giderme tavı uygulanmalıdır. Bu işlem kaynak soğumadan yapılmalıdır. Yapıldıktan sonra parça mümkün olduğunca yavaş soğutulmalıdır.